La technologie d’impression 3D a progressé en peu de temps, et bien que la FFF (fabrication de filaments fondus) soit toujours le format le plus populaire, il existe d’autres technologies.
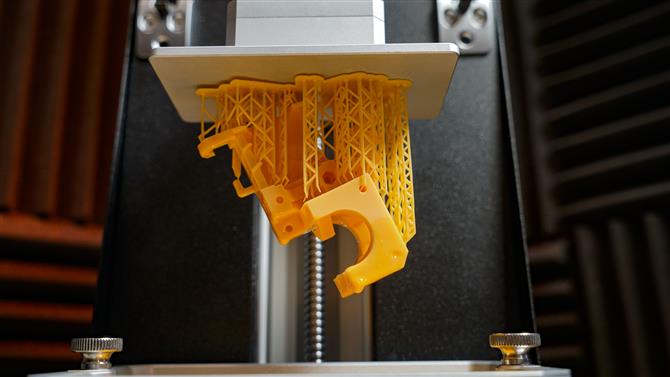
SLA ou stéréolithographie, pour son nom complet, est une forme d’impression 3D qui utilise une résine liquide plutôt qu’un filament solide. Une lumière UV de la tête d’impression est projetée dans la résine et la durcit couche par couche, une fois terminée, l’excès de résine est lavé et l’impression est laissée à sécher.
Comme vous pouvez l’imaginer, il y a beaucoup de place pour le gâchis, mais les impressions résultantes ne sont généralement rien de moins qu’incroyables.
La SL1 est une imprimante 3D MSLA une variante de la technologie SLA.
Plutôt qu’une tête d’impression qui se déplace d’un endroit à l’autre, elle utilise un écran LCD haute résolution qui affiche un masque; puis un panneau LED UV projette de la lumière à travers le masque pour exposer et durcir la résine.
Comme chaque couche est exposée en une seule fois, le processus d’impression est beaucoup plus rapide que la même résolution imprimée sur une imprimante FFF ou SLA standard. Cela le rend plus proche d’une technique d’imprimante DLP.
Alors pourquoi choisir l’imprimante SL1 MSLA plutôt que l’imprimante MK3s FFF?
- Vous pouvez acheter l’Original PRUSA SL1 ici
L’Original PRUSA i3 MK3s est un cheval de bataille et indulgent, excellent pour les pièces fonctionnelles, les modèles, le prototypage et la technologie d’impression 3D.
L’Original PRUSA SL1 est plus raffiné, moins indulgent, mais la qualité est aussi proche que vous allez vous rendre au moulage par injection, et donc privilégiée par les bijoutiers, les modélistes et les dentistes en raison de la finition durable détaillée de haute qualité.
L’impression FFF est une solution d’impression 3D simple et fiable, il y a peu de dégâts et vous pouvez imprimer à grande échelle, c’est aussi très indulgent.
Le SLA, d’autre part, est généralement limité par de petites zones d’impression et nécessite plus de temps dans la préparation et la finition, cependant, vous obtenez une meilleure impression de qualité visuelle.
Comme vous pouvez l’imaginer avec les lumières et les lasers, la technologie SLA est plus avancée que la FFF, moins accessible et généralement beaucoup plus chère.
C’est là que Prusa Research se concentre, faisant de même pour l’impression SLA 3D qu’ils l’ont fait pour FFF, et tout cela sous la bannière Open-Source.
L’Original PRUSA SL1 est Open-Source, et vous avez le choix de construire le vôtre à partir de zéro, d’assembler le kit ou d’en acheter un savamment pré-construit par Prusa Research.
(Crédit d’image: Ali Jennings)
Conception
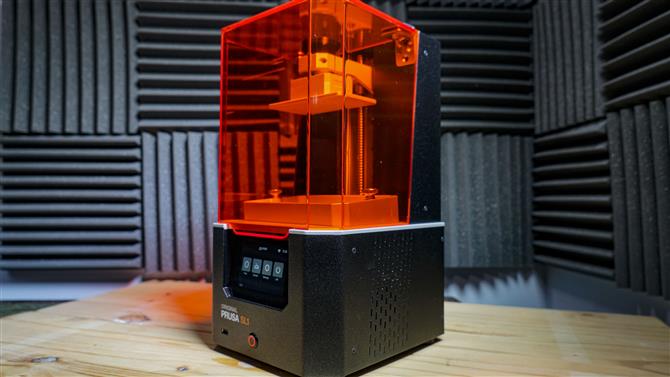
L’Original Prusa SL1 est l’un de ces appareils qui a un attrait magnétique instantané. Dès que quelqu’un entre dans l’atelier, il vérifie la mince boîte noire et orange.
Esthétiquement, il ressemble à l’entreprise, grande porte orange transparente qui s’ouvre pour révéler la plaque de construction et le réservoir de résine.

(Crédit d’image: Ali Jennings)
Sur la base se trouve un grand écran tactile LCD qui vous permet de naviguer rapidement dans les paramètres. Il n’y a rien ici qui ressemble ouvertement à l’Open-Source, cela ressemble à un produit commercial approprié.
Cette qualité et cette précision résument la conception et la construction du SL1, il est solide et doit être de produire des impressions SLA, car contrairement à l’impression FFF, il y a très peu de marge d’erreur.
De la porte orange anti-UV à la vis sans fin industrielle, au réservoir en métal solide et à la plaque de construction, la SL1 se sent instantanément sur de nombreuses autres imprimantes SLA que j’ai examinées.

(Crédit d’image: Ali Jennings)
Regardez de plus près et vous pouvez voir ces petits indices que cette imprimante a ses pieds fermement ancrés dans le monde de l’Open-Source. Le bouton de fixation sur la plaque de construction est imprimé en 3D.
Il y a quelques autres pièces imprimées en 3D sur la machine telles que le couvercle de vérification, le conduit du ventilateur et le cadre de l’écran tactile, un petit clin d’œil à la communauté Open-Source, et juste pour vous faire savoir que vous pouvez le construire si vous le souhaitez.
Fait intéressant, la partie imprimée en 3D est imprimée avec une imprimante FFF plutôt qu’avec SLA. La seule raison pour laquelle je peux penser à cela est qu’il est moins cher à produire et si elle est imprimée par le SL1, vous ne réalisez peut-être pas que la pièce a été imprimée en 3D..
Un aspect du SL1 qui se démarque instantanément est sa taille et son poids. Ce n’est en aucun cas une grande machine, et la petite empreinte de pas est idéale pour l’emplacement dans un atelier.
Bien que l’imprimante soit compacte, elle a un bon poids et une surface ou une table stable est la meilleure option. Bien qu’en fonctionnement, l’imprimante est silencieuse et ne vibre pas ni ne vacille de la même manière qu’une imprimante FFF.
Contrairement aux imprimantes FFF, aucune option matérielle ne vous permet d’utiliser cette imprimante dans un petit espace confiné sans que les fumées ne vous atteignent. De par la nature même de l’impression SLA, elle est plus industrielle et un atelier décent est la meilleure option ou tout au moins une pièce très bien ventilée. Grâce au filtre, vous pouvez fixer un tuyau et diriger toutes les fumées vers l’espace.

(Crédit d’image: Ali Jennings)
La connectivité peut être un véritable casse-tête d’impression 3D, mais ici Prusa Research a opté pour tous les types de connexion, Wi-Fi, réseau et USB.

(Crédit d’image: Ali Jennings)
La facilité d’utilisation a été soigneusement étudiée et l’ouverture de la porte; vous pouvez voir que la plaque de construction est facilement amovible une fois l’impression terminée.
Cette fonctionnalité est essentielle en raison du processus de finition requis avec les impressions SLA.
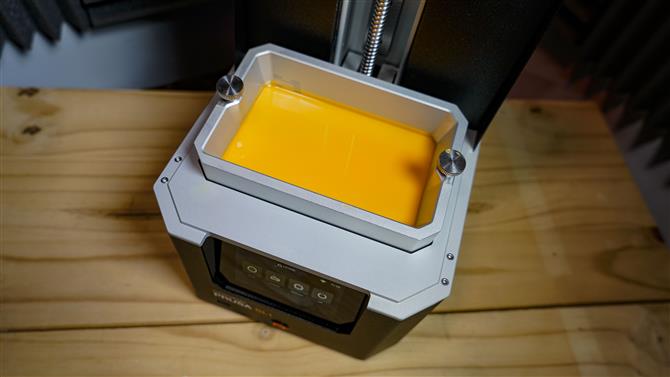
Ensuite, il y a le boulon dans le réservoir, le réservoir lui-même est solide et fait pour durer, mais la base de film périssable qui se dégradera inévitablement au fil du temps est remplaçable.
Il y a beaucoup à dire sur l’éthique de conception de Prusa Research pour s’assurer que ces pièces sont utilisables.
traits
En ce qui concerne les fonctionnalités, vous pouvez voir la différence entre les imprimantes 3D SLA et FFF. SLA aura inévitablement une plate-forme d’impression et une zone de construction beaucoup plus petites que FFF, mais la résolution d’impression sera beaucoup plus élevée.
Jetons un coup d’œil aux principales fonctionnalités:
La méthode d’exposition ou le système MSLA utilise un écran LCD pour afficher un masque et une LED UV pour durcir la résine. L’écran LCD est un 5,5 pouces avec une résolution de 2560x1440p, Quad HD ou Wide QHD, et a une résolution XY fixe de 0,047 mm (47um).
Chaque couche prend environ 6 secondes pour exposer quelle que soit la taille de l’impression, car elle expose la couche entière en une seule fois. La longueur d’onde UV est de 405 nm et l’intensité lumineuse est d’environ 990 mW / m2.
L’axe Z de la vis à billes, qui a l’air incroyablement robuste, est alimenté par les pilotes pas à pas Trinamic permettant une hauteur de couche minimale de 0,01 mm, les moteurs sont également incroyablement silencieux. Bien que Prusa Research indique que la plage de travail normale pour un utilisateur standard se situe entre 0,025 et 0,1 mm par couche.
(Crédit d’image: Ali Jennings)
La zone d’impression d’une imprimante SLA est généralement beaucoup plus petite que celle d’une imprimante FFF, et ici la SL1 a une zone de 120x68x150mm. Cela peut ne pas sembler grand, mais dans le monde du SLA, ça va, mais c’est toujours petit.
La résine peut souffrir de toutes sortes de problèmes; tester n’importe quelle imprimante SLA mettra en évidence presque tout le monde en très peu de temps. Des impressions collant à la surface d’exposition plutôt qu’à la plate-forme de construction, des morceaux de résine durcis flottant autour et ainsi la liste continue.
Différents fabricants ont proposé différentes solutions, et ici Prusa a opté pour un réservoir basculant unique.
C’est une approche décente et maintient la résine en mouvement tout au long du processus d’impression; il est également beaucoup plus rapide que les bras d’essuie-glace et d’autres méthodes utilisées par d’autres fabricants.
(Crédit d’image: Ali Jennings)
En ce qui concerne les niveaux de résine, vous ajoutez de la résine à la main avant l’impression, il n’y a pas de tuyaux ni de réservoirs à remplir. Le niveau de la résine est mesuré par un capteur caché dans la plate-forme d’impression.
Cela mesure le volume de résine dans le réservoir et garantit qu’il y a suffisamment de résine pour terminer le travail. Si la résine est inférieure à la quantité requise, un avertissement apparaîtra sur l’écran LCD avant.
Une autre caractéristique remarquable du réservoir est le film transparent FEP sur la base. Cela peut être remplacé lorsque le film commence à se décolorer ou est endommagé.
(Crédit d’image: Ali Jennings)
Pour ce faire, les boulons qui le maintiennent en place peuvent être retirés et un nouveau film FEP peut être placé. Le processus est facile et prend environ 10 minutes pour terminer.
Le SL1 n’est pas non plus lié à des résines exclusives et est compatible avec toute résine liquide sensible aux UV.
La plate-forme de construction, comme la plupart de la construction, est en métal solide et possède quelques fonctionnalités qui facilitent l’étalonnage et la suppression d’impression.
Une rotule relie le bras principal à la plate-forme de construction, et celle-ci est libérée pour une liberté de mouvement pendant le processus d’étalonnage étape par étape. Il y a aussi un bouton de libération sur le dessus qui permet de glisser la plate-forme de construction une fois l’impression terminée.
Pour moi, l’un des problèmes les plus importants avec l’impression SLA, outre le traitement de la résine, est l’odeur. L’ensemble du processus dégage des fumées, mais il est possible de fixer un tuyau à l’ensemble de filtre et de l’acheminer vers un extracteur..
Cependant, il existe quelques éléments de conception qui aident à résoudre le problème des fumées. Un couvercle recouvre la zone d’impression principale contenant certaines des fumées et il y a un ventilateur et un filtre à l’arrière de la machine. Cela aurait été bien si le ventilateur d’extraction arrière avait la capacité de se connecter facilement à un extracteur.
De même, l’imprimante est en fait assez petite et s’adapte confortablement sur la plupart des surfaces, même une étagère, et mesure 400x237x225 mm.
Une grande partie de l’Original PRUSA SL1 est le logiciel. PrusaSlicer a grandi et développé et est maintenant une force formidable.
Le SL1 peut communiquer avec le logiciel de différentes manières, de la connexion directe au réseau, Wi-Fi ou USB.
À l’avant de la machine se trouve le panneau de commande, et de toutes les imprimantes 3D que j’ai vues, c’est l’une des plus claires et des plus faciles à utiliser.
Les instructions initiales pour la configuration puis l’étalonnage sont claires et concises, avec des images pour vous guider en cas de besoin.

(Crédit d’image: Ali Jennings)
Pendant l’impression, il vous montre la progression et vous permet de vérifier les paramètres et de régler facilement les options telles que l’exposition.
La conception de l’imprimante et du logiciel est très intelligente et élégante.
Aperçu de la configuration
Fiche technique
Ce sont les spécifications complètes de l’original PRUSA SL1:
Volume de construction: 120 x 68 x 150 mm
Connectivité: Wi-Fi, réseau, USB
Taille du pixel: 47um dans les axes XY
Hauteur de couche: 0,025-0,1
Lit: 120 x 68 mm
Surface d’impression: 120 × 68 × 150 mm
Logiciel: PrusaSlicer
Matériaux: Résine
Matériel inclus: 500 ml de résine
Puissance: Global
Lorsque vous achetez une Prusa pré-construite, vous savez essentiellement ce que vous allez obtenir. Tout a été soigneusement assemblé et testé, il peut y avoir une version de kit identique que vous pouvez construire vous-même, mais le pré-assemblé est assemblé avec soin et diligence.
L’Original PRUSA SL1 arrive presque prêt à l’emploi, vous devez retirer l’emballage, il y a un guide dès que vous ouvrez la boîte, et cette approche guidée à 100% se poursuit une fois l’appareil sous tension.
Prusa ne laisse rien au hasard par une configuration utilisateur incorrecte. Il est presque impossible de ne pas suivre les instructions, et dans les cinq minutes, le SL1 est déballé, et les quelques pièces qui doivent être fixées sont boulonnées en place.
Une fois mise sous tension, la machine est prête pour l’étalonnage et, comme pour chaque étape du processus, Prusa a créé un guide pour vous guider.
Une fois terminé, vous pouvez ensuite connecter l’imprimante au logiciel PrusaSlicer via la méthode choisie.
Dans ce test, j’ai utilisé la connexion Wi-Fi, la configuration impliquait de passer par le menu de l’imprimante, de sélectionner le réseau Wi-Fi, d’ajouter le mot de passe, et c’était tout.
Ensuite, dans PrusaSlicer, accédez aux paramètres de l’imprimante, et le SL1 peut être trouvé en cliquant sur Parcourir, puis en entrant la clé API / mot de passe.
La dernière partie de la configuration de l’imprimante consiste à ajouter la résine qui est versée directement dans le réservoir une fois que le réservoir est boulonné en place.
Continuez à lire sur la page suivante