Performance
Bien que les imprimantes 3D SLA et FFF relèvent de la bannière de la fabrication additive, les technologies sont très différentes, tout comme les résultats..
En commençant par les impressions de test préinstallées dans le SL1 et chacune imprimée sans problème. Cela a donné un confident sur l’imprimante et a été un début impressionnant pour l’impression Prusa SLA.
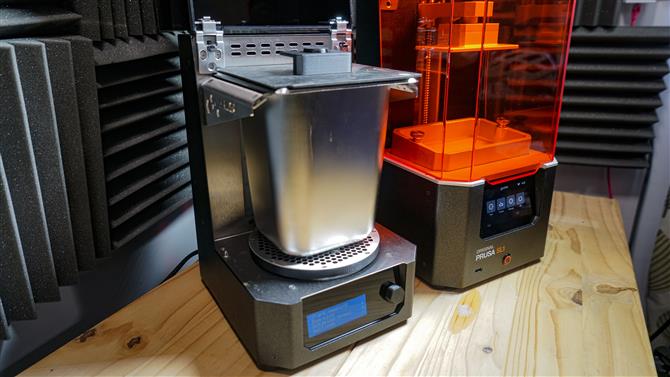
Après chaque impression, j’ai retiré la plate-forme de construction et l’ai transportée sur le CW1 et lavé l’impression.
(Crédit d’image: Ali Jennings)
Le CW1 est la rondelle qui peut être achetée aux côtés du SL1, et je le recommande vivement. Aussi, achetez votre IPA en ligne si vous le pouvez, le réservoir de lavage prend plus d’un litre, et cela peut coûter cher.
De plus, décantez l’IPA dans des bouteilles après utilisation, sinon il s’évaporera.
(Crédit d’image: Ali Jennings)
Une fois la plaque de construction retirée du SL1, elle peut être insérée dans la plaque du CW1.
Après avoir réussi à imprimer chacune des trois épreuves de test, mais avec un léger incident avec la tour lorsque j’ai oublié de serrer complètement la plaque construite, je suis passé à l’impression de quelques-uns de mes modèles.
Les premières tentatives ont été des échecs misérables dus à l’approche de PrusaSlicer de la même manière que lors de l’utilisation du MK3S.

(Crédit d’image: Ali Jennings)
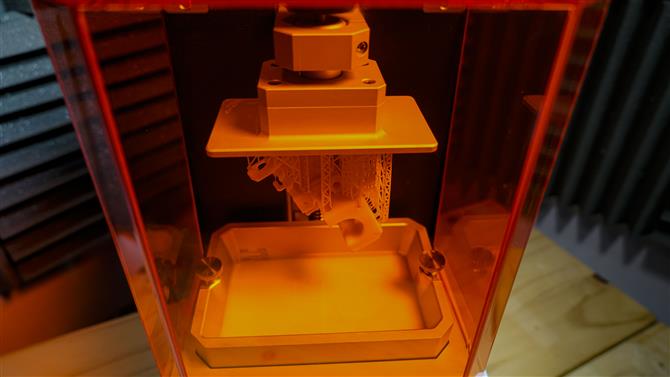
La pose d’impressions à plat sur la plate-forme d’impression est une mauvaise pratique en raison du fonctionnement du SLA. Une grande surface plane exposée et durcie entre le FEP et la plaque de construction provoquera une aspiration lorsque le réservoir bascule.
Vous aurez peut-être de la chance, et l’impression adhérera à la plate-forme de construction plutôt qu’à la feuille FEP. Cependant, dans mon cas, après une heure d’impression, la gravité et la feuille FEP ont gagné, et j’ai fini avec un objet à moitié imprimé.
En recommençant, cette fois, en suivant de plus près les instructions du manuel, j’ai préparé le modèle et réessayé.
Cette fois, l’impression a été plus réussie mais toujours pas à 100% car il y avait une déformation sur les bords.
(Crédit d’image: Ali Jennings)
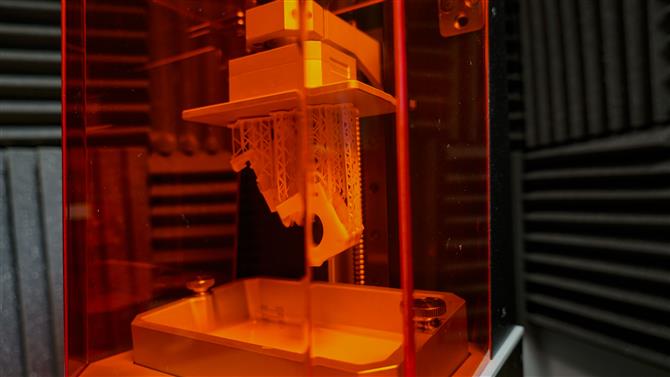
Retour dans PrusaSlicer et une autre impression, cette fois avec plus de supports et l’impression a été réessayée. Cette fois, le succès et quelle impression.
La structure de supports utilisée pour l’impression SLA semble plus organique que celles utilisées pour l’impression FFF; ils sont également beaucoup plus fragiles et faciles à retirer. Cela signifie que vous pouvez être un peu plus robuste avec l’application de support qu’avec l’impression FFF.
La différence de qualité entre un SLA et un FFF est énorme, il y a quelque chose de plus organique dans la texture initiale du modèle, il est caoutchouteux presque doux au toucher.
Cela est dû au fait que la résine doit durcir après le nettoyage et le lavage.
L’impression SLA crée une dépendance et un processus d’apprentissage rapide par rapport à l’impression FFF. Il y a des procédures à suivre si vous devez produire une impression décente à chaque fois.
Chaque impression doit être correctement mise en page avec PrusaSlicer, et je pense que le logiciel pourrait vous aider un peu plus à le faire..
Le placement automatique du modèle sous un angle avec des supports depuis le début est une fonctionnalité de PrusaSlicer depuis 2.0, mais certains réglages manuels sont nécessaires pour certains modèles..
Il y a un autre problème que je n’avais pas considéré au début du test, et c’est la température.
Il semble que certaines parties de mon atelier soient considérablement plus froides que d’autres. Par mon bureau, c’est environ 19ºC, froid pour certains mais je suis assez content de cette température.
Par les imprimantes 3D, la température est plus proche de 15ºC, à cette époque de l’année, et le SL1 déteste le froid.
Il doit être d’au moins 18ºC avant d’imprimer, ce qui signifie que la température flotte autour de 0ºC dehors, j’ai dû mettre le chauffage et augmenter le thermostat. Cela est dû à la nature de l’impression sur résine plutôt qu’à tout ce qui n’est pas conforme à la SL1.
Une fois que la pièce s’est réchauffée à une température acceptable, j’ai dû attendre que le cœur de l’imprimante se réchauffe à la température appropriée.ºC aussi. Ce n’est pas un problème, mais quelque chose à savoir si vous songez à conserver et à exécuter le SLA dans un garage ou un atelier extérieur.
(Crédit d’image: Ali Jennings)
Les performances globales de l’Original PRUSA SW1 sont excellentes, la majorité des échecs étant dus à des erreurs de l’utilisateur lorsqu’il ne suit pas les procédures..
Les temps d’impression sont plus rapides avec le SL1 qu’avec les MK3 lorsque vous comparez pour une résolution similaire, cependant, avec le SL1, vous imprimez généralement à une résolution beaucoup plus élevée.
Cela signifie que si vous utilisez la qualité par défaut de chaque imprimante pour imprimer 3DBenchy, le SL1 imprime avec une qualité normale de 0,05 mm prend environ quatre heures et demie. Le réglage par défaut équivalent sur le MK3S est de 0,15 mm de QUALITÉ MK3, et cela prend un peu plus de deux heures.
Les temps d’impression par défaut sont considérablement plus longs sur la SL1, mais le résultat est la qualité de ces impressions.
De toute évidence, 0,05 mm est de bien meilleure qualité que la hauteur de couche de 0,15 mm, de sorte que la même résolution offerte par les deux imprimantes est de 0,1 mm.
Ici, le SL1 a pris environ deux heures tandis que les MK3 ont pris environ trois.
Alors que le processus d’impression était en cours, j’aimerais voir quelques fonctionnalités, et elles sont étroitement liées. La première est que le réservoir est en métal, en dehors de la base, ce qui signifie que vous ne pouvez pas voir la progression de l’impression jusqu’à ce qu’elle commence à apparaître sur le dessus du réservoir.
Le temps qu’il faut pour apparaître peut être d’une bonne heure ou plus, donc si l’impression échoue, vous n’avez aucune idée jusqu’à ce que vous puissiez voir le bas de la plate-forme.

(Crédit d’image: Ali Jennings)
Qualité d’impression
La qualité d’impression est exceptionnelle. J’ai utilisé plusieurs imprimantes SLA dans le passé et j’ai été impressionné par la qualité, et l’Original PRUSA SL1 directement comparable.
Les détails délicats et complexes des impressions de test livrées avec la machine mettent en évidence la qualité possible.
Commencer à imprimer des modèles que j’avais conçus et créés s’est avéré un peu plus difficile, et bien que l’aspect général des pièces soit incroyable, en y regardant de près, j’ai trouvé des problèmes.
(Crédit d’image: Ali Jennings)
Le problème principal était la déformation des impressions, cela pourrait être résolu en ajoutant plus de supports. Tout cela fait partie de la courbe d’apprentissage abrupte associée à l’impression SLA. Ces supports sont essentiels à la qualité de l’impression finale.
J’ai imprimé mes supports de barre GoPro, en les tournant et en les faisant tourner avec PrusaSlicer et en augmentant les supports et les coussinets; finalement, après plusieurs échecs, j’ai finalement produit une impression fine et précise.
Une fois les impressions lavées, les supports peuvent être arrachés. Contrairement aux impressions à filament, les supports en résine laissent peu ou pas de trace.
La surface du modèle final imprimé en qualité standard est exceptionnelle, dépassant de loin celle d’une impression provenant de la meilleure imprimante FFF.
Ce n’est que lorsque vous regardez de près que vous pouvez voir la superposition, un coup d’œil rapide et que vous penseriez que le modèle a été moulé par injection, c’est si bon.
L’un des avantages de l’utilisation de la résine sur le filament est que la définition de la couche est plus douce, comme les images; il y a un équivalent à l’anticrénelage qui facilite la transition d’une couche à l’autre.
Il est facile de voir pourquoi les bijoutiers, les modélistes fins et les dentistes ne jurent que par les imprimantes SLA; les impressions sont exceptionnelles.
Verdict final
L’Original PRUSA SL1 est une imprimante exceptionnelle, non seulement pour le prix, mais pour la convivialité et la qualité.
Par rapport aux autres imprimantes SLA, il a l’avantage immédiat du prix, c’est beaucoup moins cher que beaucoup de ses rivaux, mais il y a quelque chose de plus.
La simplicité de la conception signifie qu’il y a une certaine alchimie dans le processus. Vous devez mesurer la résine, assurez-vous que les choses sont propres; c’est un peu fou scientifique, mais dans le bon sens.
L’utilisation du SL1 prend de la précision et du temps, il n’y a pas de précipitation du processus, la vérification et le nettoyage sont le seul moyen d’obtenir des résultats cohérents et il y a peu ou pas de marge d’erreur.
Il y a des fonctionnalités que j’aimerais voir, par exemple pour vérifier l’impression à travers le processus d’impression, mais sinon, je suis étonné de la qualité et de l’exhaustivité de la première incursion de Prusa dans les imprimantes SLA.
Il y a quelques problèmes: le lit d’impression est petit et vous devez expérimenter avec des supports pour éviter que le modèle ne se déforme ou se déforme.
L’application PrusaSlicer est complète et semble faire d’énormes progrès en termes de fonctions et de fonctionnalités, mais où elle obtient ses estimations de temps, je n’en ai aucune idée. Parfois, ces estimations sont plus souvent exactes.
Il est également un peu exaspérant que de basculer entre les MK3 et SL1 dans le logiciel PrusaSlicer, j’ai dû saisir à nouveau le mot de passe SL1 à chaque fois que les détails étaient effacés..
Le plus gros problème que j’ai eu avec l’imprimante était avec les supports et les faire bien dans PrusaSlicer. Initialement, les problèmes étaient liés au positionnement correct du modèle afin qu’il adhère à la plate-forme de construction et s’imprime.
Puis, alors que j’imprimais des modèles plus grands, plus de supports étaient nécessaires et ce n’est que le temps qui révèle les meilleures pratiques et l’approche. Il estime que l’imprimante ou le logiciel de découpage devraient fournir plus d’assistance.
À plusieurs reprises après une impression réussie, je nettoyais le réservoir, remplaçais la résine et imprimais à nouveau, uniquement pour que l’impression échoue collée au FEP plutôt qu’aux supports.
Augmenter le nombre de supports est la solution évidente, mais parfois les supports eux-mêmes n’ont pas réussi à retenir l’impression.
Prusa suggère d’ajouter des trous de drainage dans des impressions plus grandes avec un mélangeur à mailles, ce que j’ai fait, mais cela n’a pas semblé aider.
Avec des impressions plus gênantes, j’ai trouvé que régler la position et ajouter plus de supports était généralement la solution.
Le parcours vers l’impression finale est cependant relativement simple et comme je me suis familiarisé avec les paramètres de PrusaSlicer, plus le taux de réussite et la précision d’impression sont élevés..
La SL1 est, sans aucun doute, une superbe imprimante avec quelques fonctionnalités qui doivent encore être affinées. Cependant, ce raffinement semble pouvoir être ajusté dans le logiciel plutôt que dans de véritables modifications matérielles pour le moment.
L’impression SLA ne sera pas pour tout le monde; vous devez être organisé et disposé à suivre les procédures pour obtenir de bonnes impressions cohérentes et précises.
L’environnement de l’imprimante doit être juste, à la bonne température, il ne doit pas faire trop froid et vous devez l’utiliser dans une pièce bien ventilée.
Une fois l’impression terminée, vous devez également nettoyer les impressions avec de l’IPA puis de l’eau. Même après le lavage, il y a le processus plutôt satisfaisant de retirer les supports et de laisser le modèle sécher.
Cependant, pour le faff et le temps, il y a un énorme gain, et c’est la qualité d’impression, qui est exceptionnelle.
Si vous êtes un bijoutier, un modeleur haut de gamme, avez besoin d’un prototype ou êtes un dentiste, alors le SL1 est une excellente solution.
Si vous voulez simplement imprimer et créer des trucs et que vous ne pouvez pas être dérangé par la procédure et les dégâts possibles, optez pour les PRUSA i3 MK3 d’origine.
- Nous avons également mis en évidence les meilleures imprimantes 3D