Dans chaque industrie, il y a un produit qui arrive qui perturbe tout ce qui précède. Beaucoup le font avec l’innovation, les fonctionnalités ou dans le cas du prix AnyCubic Photon S.
La Photon S est une imprimante 3D DLP (Digital Light Projector), une technologie similaire à SLA (stéréolithographie) mais beaucoup moins chère. À bon marché, c’est bien moins de la moitié du prix des principales marques SLA grand public et est disponible au même prix que de nombreuses imprimantes FDM (Fused Deposition Modeling).
Contrairement aux imprimantes FDM 3D qui utilisent un filament solide qui est chauffé et extrudé pour créer le modèle final, DLP utilise une résine qui est d’abord exposée aux rayons UV, puis lavée et durcie avant d’obtenir le résultat.
- Vous pouvez acheter le AnyCubic Photon S ici
DLP comme avec SLA demande beaucoup plus de travail que l’impression 3D FDM, et ce n’est pas tout, la zone de création d’impression est souvent considérablement plus petite.
Tout cela vous fait vous demander pourquoi vous vous soucieriez de cette technologie longue, salissante et toxique par rapport à FDM, qui est affinée, propre et sûre.
La raison en est le résultat. La qualité du modèle est aussi proche que possible du moulage par injection sans le coût et l’échelle énormes.
Mais le Photon S avec son petit prix peut-il produire les impressions de haute qualité que nous attendons des imprimantes 3D DLP?

(Crédit d’image: Ali Jennings)
Conception
De conception simple, le Photon S possède extérieurement peu de pièces mobiles. Le faible encombrement de 200 x 220 m et la hauteur de 400 mm garantissent que l’imprimante prend peu de place dans l’atelier.
Un petit écran tactile LCD est positionné à l’avant vous permettant de naviguer facilement dans les paramètres et les options. Ce n’est pas la conception d’interface la plus lisse que j’ai vue, mais ça marche. Au-dessus de cet écran, vous avez les principaux mécanismes de la machine en toute sécurité derrière la porte de protection rabattable.

(Crédit d’image: Ali Jennings)
Les fichiers sont transférés vers la machine soit par USB direct, soit par une clé USB de 8 Go fournie par AnyCubic dans la boîte. Un exemple de modèle est inclus sur la clé USB; un cube complexe qui montre la qualité d’une impression de 50 microns.
La zone de construction est protégée par une porte à charnière pleine hauteur qui, une fois ouverte, révèle le bain de résine et la plate-forme de construction.
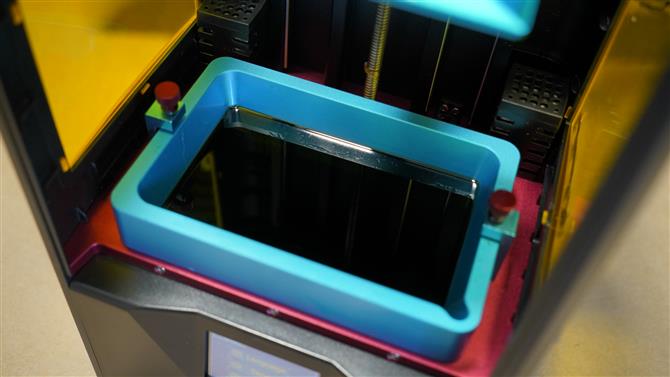
(Crédit d’image: Ali Jennings)
Comme on le voit avec d’autres imprimantes DLP, le bain de résine est maintenu en place par deux boulons à pouce qui peuvent être rapidement libérés, permettant au réservoir d’être retiré et nettoyé.
Sur un bord de la baignoire se trouve une empreinte permettant de verser facilement la résine à travers les filtres une fois chaque modèle terminé.
Une bonne touche est que la base du bain de résine est une seule feuille de PEI qui est maintenue en place par une série de boulons qui le serrent fermement. Ces feuilles se dégradent avec le temps, il est donc bon de voir que AnyCubic vous offre une option facile pour les remplacer en cas de besoin.
Ils incluent même une pièce de rechange dans la boîte, un ajout bienvenu car ceux-ci coûtent généralement plus de 20 £ / 20 $.

(Crédit d’image: Ali Jennings)
En dessous du bain se trouve l’écran LCD de résolution 2560 x 1440, qui doit être maintenu propre et sans particules en tout temps, un chiffon pour lentille, non inclus, est une bonne idée pour assurer son entretien.
Cet écran est de 2K, donc pas la résolution la plus élevée que nous ayons vue, mais avec la petite taille d’impression, c’est plus que suffisant pour assurer une résolution d’impression de qualité décente.
(Crédit d’image: Ali Jennings)
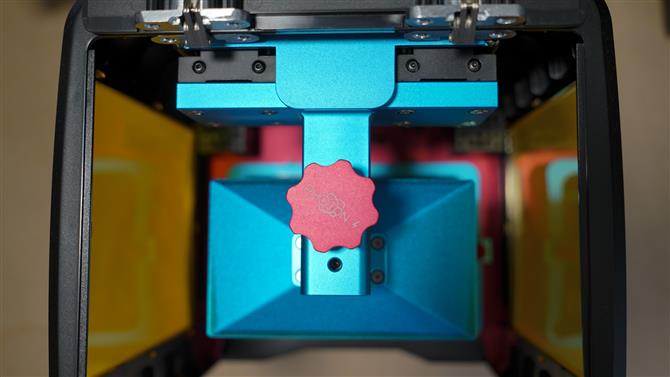
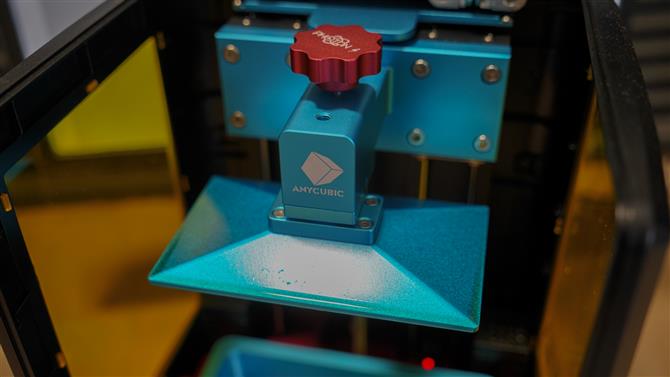
Au-dessus de la salle de bain se trouve la plate-forme de construction, elle est suspendue à l’envers comme c’est le cas avec les imprimantes DLP et SLA. Cela lui permet d’être plongé dans la résine lorsque chaque couche est exposée et soulevée entre les expositions.
La petite plate-forme de construction est entièrement en métal et maintenue à nouveau par une vis à oreilles.
Côté design, il y a peu, tout est très simple mais solide.
(Crédit d’image: Ali Jennings)
Présentation de la configuration
La configuration initiale est rapide, il suffit de retirer l’emballage, puis de le brancher et de le mettre sous tension. L’ensemble du processus à un rythme tranquille prend environ cinq minutes.
Une fois que l’écran LCD de l’imprimante s’allume, l’étape suivante consiste à retirer la plate-forme de construction et le bain de résine prêts pour l’étalonnage. Les deux composants sont maintenus en place par des vis à oreilles et nécessitent que la plate-forme de construction soit relevée.
Ici, l’interface se révèle intuitive et il faut quelques secondes pour trouver l’option. Ce qui ressort, c’est que les instructions sont limpides. Ils montrent le processus exact qui doit être suivi, cela devrait être une donnée, mais ce n’est souvent pas le cas.
Étalonnage
Fiche technique
Ce sont les spécifications complètes de l’AnyCubic Photon S:
Volume de construction: 115 x 65 x 155 mm
Mémoire: n / a
Source de lumière: Lampe UV intégrée
Hauteur de couche: 25 ~ 100um
Lit: 115 x 65 mm
Surface d’impression: Libération rapide tout métal
Technologie d’impression: Imprimante 3D SLA basée sur LCD
Vitesse d’impression: 20 mm / h
Logiciel: Photon Slicer
Matériaux: Résine 405um
Matériel inclus: Résine 405um (en option)
Puissance: 40w
Connectivité: Port USB
Taille de l’imprimante: 220 x 200 x 400 mm
Volume d’impression: 115 x 65 mm x 155 mm (4,52 x 2,56 x 6,1 pouces)
Poids du paquet: 6,6 kg
Avant la première impression, le niveau de la plate-forme de construction doit être calibré. Encore une fois, le processus est clairement décrit dans les instructions.
Sur la plate-forme de construction, il y a une petite vis sans tête qui doit être desserrée, prête pour le processus d’étalonnage; cela permet à la plate-forme un peu de mouvement latéral libre.
Maintenant, avec le bain de résine encore retiré et la plate-forme de construction en place, « Déplacer Z » est sélectionné via le menu « Outils » puis « Accueil » et la plate-forme s’abaisse.
Comme pour le calibrage d’une imprimante FDM, une feuille de papier est placée sur l’écran LCD et, via le menu « TOOLS », l’axe Z est abaissé jusqu’à ce qu’il y ait une certaine résistance lors de la tentative d’extraction du morceau de papier.
Une fois que la hauteur optimale de la plate-forme de construction est atteinte « OUTILS » à « Z = 0 » sur l’écran de menu et que la petite vis sans tête est resserrée.
Avec l’étalonnage à l’écart, il n’y a qu’un test de plus avant de commencer avec la résine. Tout d’abord, la plate-forme est élevée à 120 mm, puis « Outils> Détection> Suivant ».
Cela déclenche l’écran LCD et un bref test pour vérifier que tout fonctionne.
Une fois terminé, le réservoir de résine est réinséré et nous sommes prêts à commencer. Au moins une fois que la résine a été versée dans le bain de résine.
Continuer la lecture sur la page suivante